This self-centering drill press vise design is inspired by the components of traditional woodworking hand screw clamps. The entire vise will “float” to clamp onto a drill rod clamped in the drill press chuck. Once the jaws are centered, the base will be clamped to the drill press table. Subsequent pen blanks or other stock clamped in the vertical V-groove in the jaws should be centered on the drill press chuck.

To couple RH and LH threaded rods, aluminum bushings were drilled and tapped with 5/16-18 RH and LH threads, and then a wrench flat was milled on the side.
To couple RH and LH threaded rods, aluminum bushings were drilled and tapped with 5/16-18 RH and LH threads, and then a wrench flat was milled on the side.

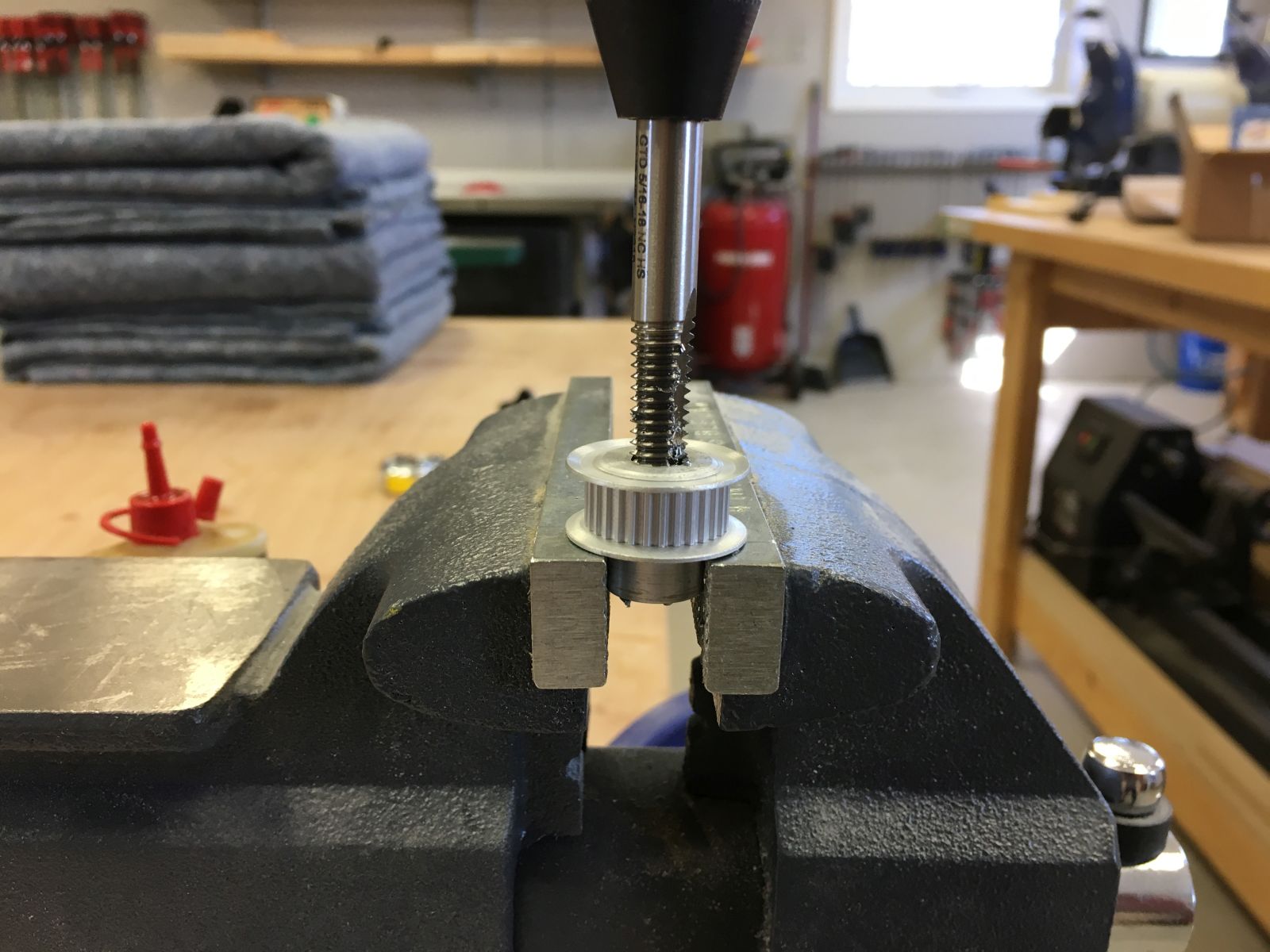
Timing belt pulleys were also drilled and tapped with 5/16-18 RH threads.
Timing belt pulleys were also drilled and tapped with 5/16-18 RH threads.

Determining the center-to-center distance to accommodate the timing belt proved to be difficult, as I blew it and had to buy a slightly larger belt and compensate for the additional length.
Determining the center-to-center distance to accommodate the timing belt proved to be difficult, as I blew it and had to buy a slightly larger belt and compensate for the additional length.

The center-to-center distance looked okay in a mockup, but an updated design should include a belt tensioning feature.
The center-to-center distance looked okay in a mockup, but an updated design should include a belt tensioning feature.


Hard maple for Timing Belt Anchor Block and Rear Anchor Block.
Hard maple for Timing Belt Anchor Block and Rear Anchor Block.

Self Centering Pen Blank Vise shop drawings.
Self Centering Pen Blank Vise shop drawings.

Gluing up hard maple stock for vise jaws.
Gluing up hard maple stock for vise jaws.

Threaded Rod Assembly details.
Threaded Rod Assembly details.

Cutting the RH threaded rod to length with a hacksaw.
Cutting the RH threaded rod to length with a hacksaw.

First iteration of RH – LH threaded rod couplers.
First iteration of RH – LH threaded rod couplers.

Home made aluminum threaded rod couplers.
Home made aluminum threaded rod couplers.

It’s beginning to look a lot like … the design!
It’s beginning to look a lot like … the design!

Basic layout of components.
Basic layout of components.

The wooden hand screw clamp that inspired this vise design.
The wooden hand screw clamp that inspired this vise design.

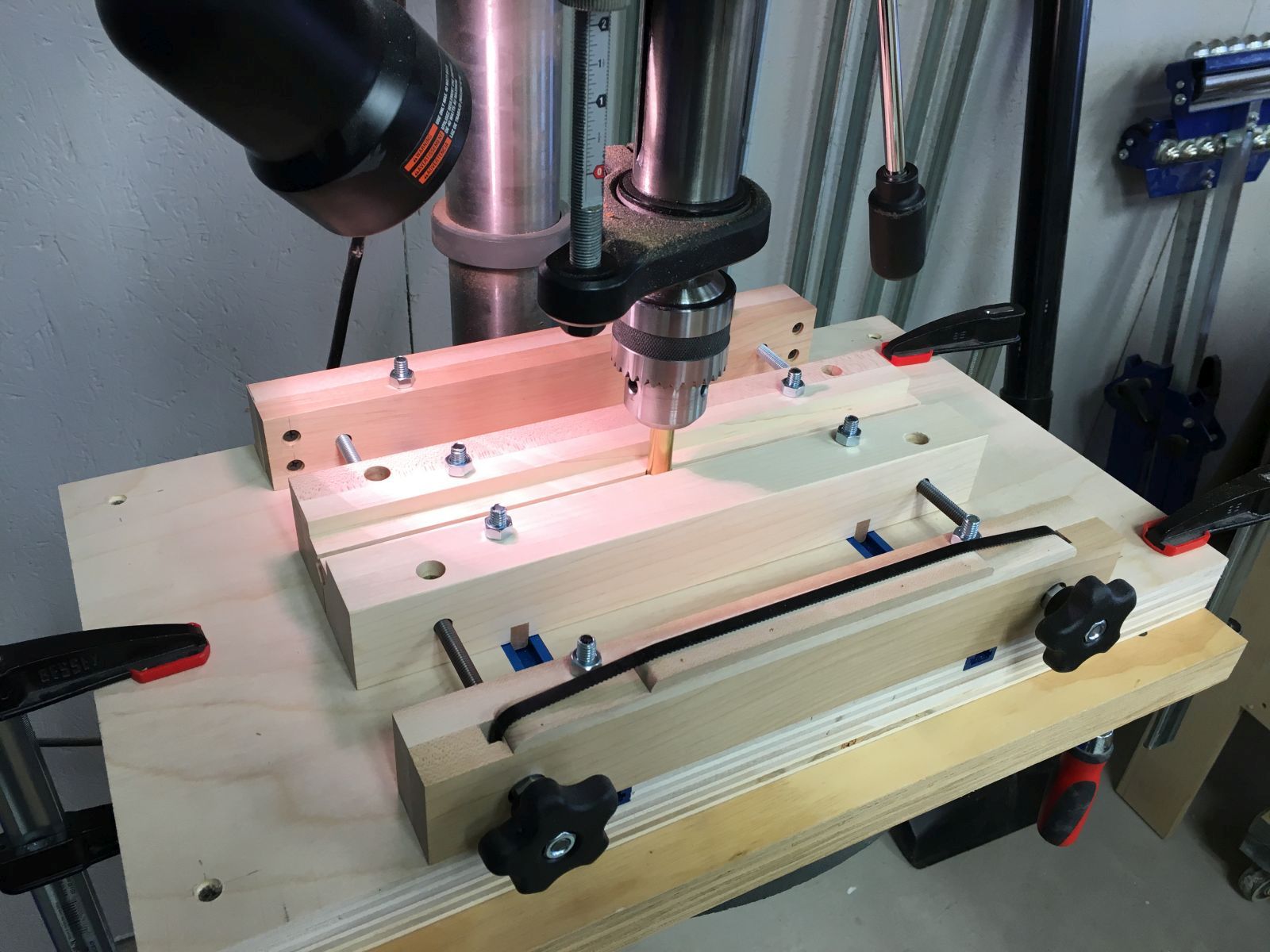
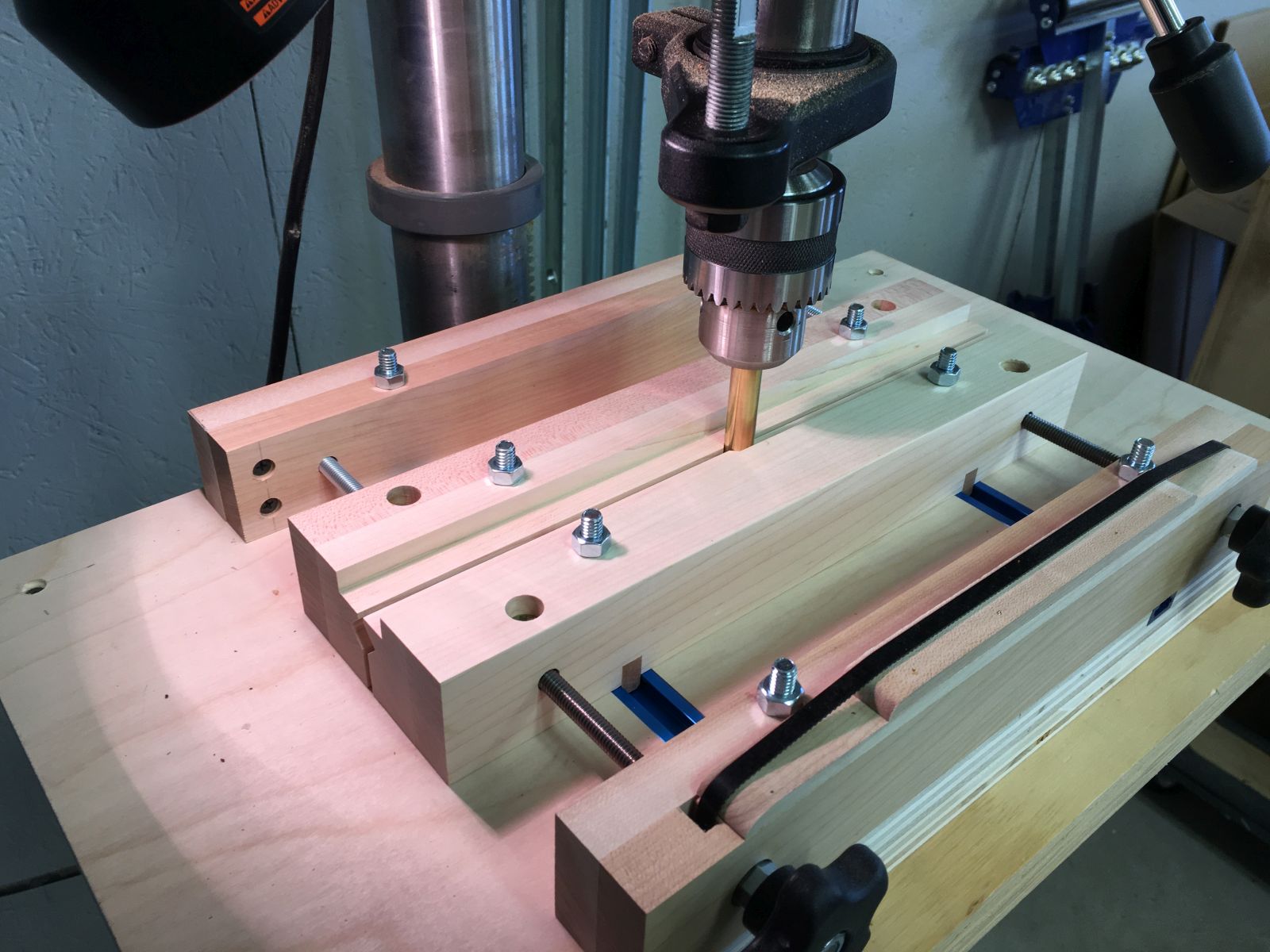
Most of the machining on the jaws and anchor blocks was done on the drill press. The jaws were completed on the table saw.
Most of the machining on the jaws and anchor blocks was done on the drill press. The jaws were completed on the table saw.

Forming the cavity which will house the timing belt and pulleys.
Forming the cavity which will house the timing belt and pulleys.


Test drilling a 3/4 x 3/4 maple pen blank with an 8mm brad point drill bit.
Test drilling a 3/4 x 3/4 maple pen blank with an 8mm brad point drill bit.

Successfully drilled hole centered on the square blank.
Successfully drilled hole centered on the square blank.

The vise maintained the centerline, while the piece was incremented manually.
The vise maintained the centerline, while the piece was incremented manually.

Testing the parallel feature cut into the vise jaws.
Testing the parallel feature cut into the vise jaws.

A spring steel card scraper was used to clean up and level the glue joints.
A spring steel card scraper was used to clean up and level the glue joints.

Glued up field is ready for squaring up and forming a centered 3/8 tenon on each end.
Glued up field is ready for squaring up and forming a centered 3/8 tenon on each end.

The trickiest thing about using a card scraper is rolling over a proper cutting burr with a burnishing tool. I’m still perfecting this skill.
The trickiest thing about using a card scraper is rolling over a proper cutting burr with a burnishing tool. I’m still perfecting this skill.

A 1/2 inch brass rod chucked in the drill press aligns the vise jaws. Once aligned, the entire mechanism is clamped to the drill press table.
A 1/2 inch brass rod chucked in the drill press aligns the vise jaws. Once aligned, the entire mechanism is clamped to the drill press table.

Center drilling a Brazilian Cherry pen blank.
Center drilling a Brazilian Cherry pen blank.

A new 8mm brad point drill bit cuts cleanly using a peck drilling technique to clear chips from deep in the blank.
A new 8mm brad point drill bit cuts cleanly using a peck drilling technique to clear chips from deep in the blank.